


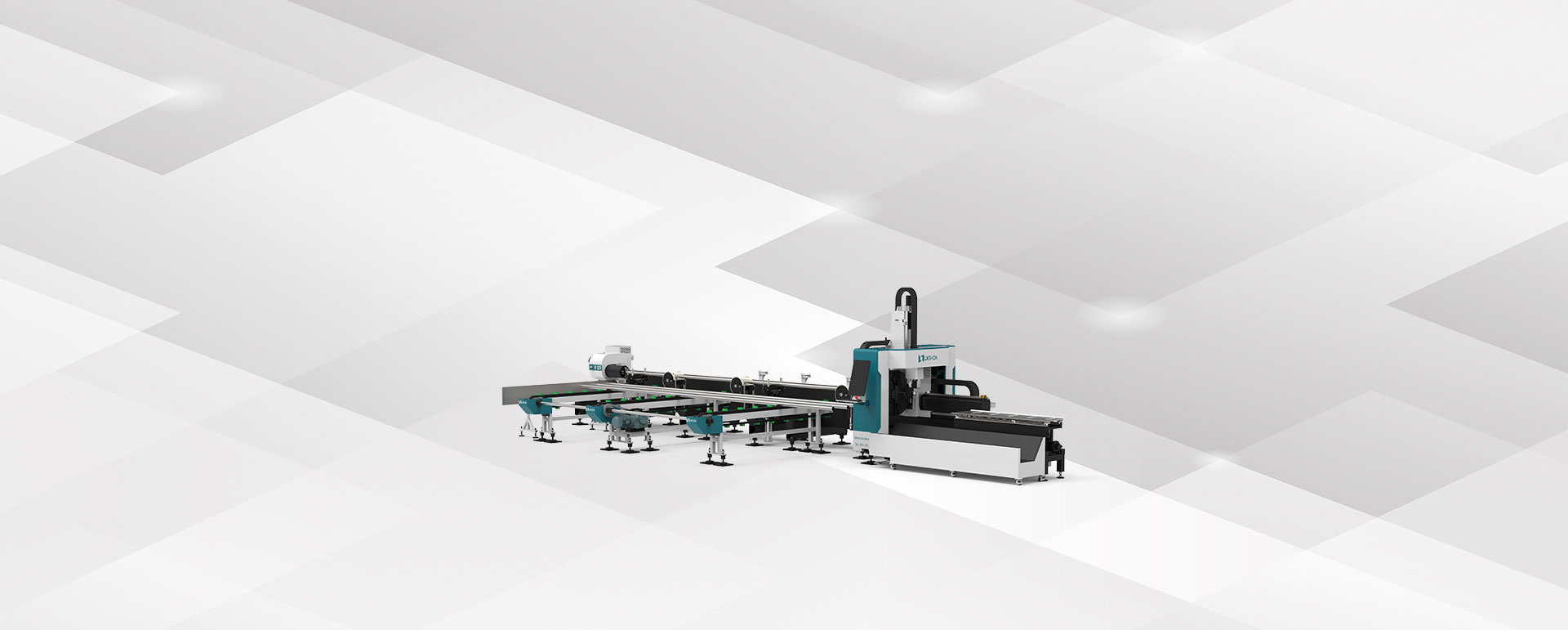

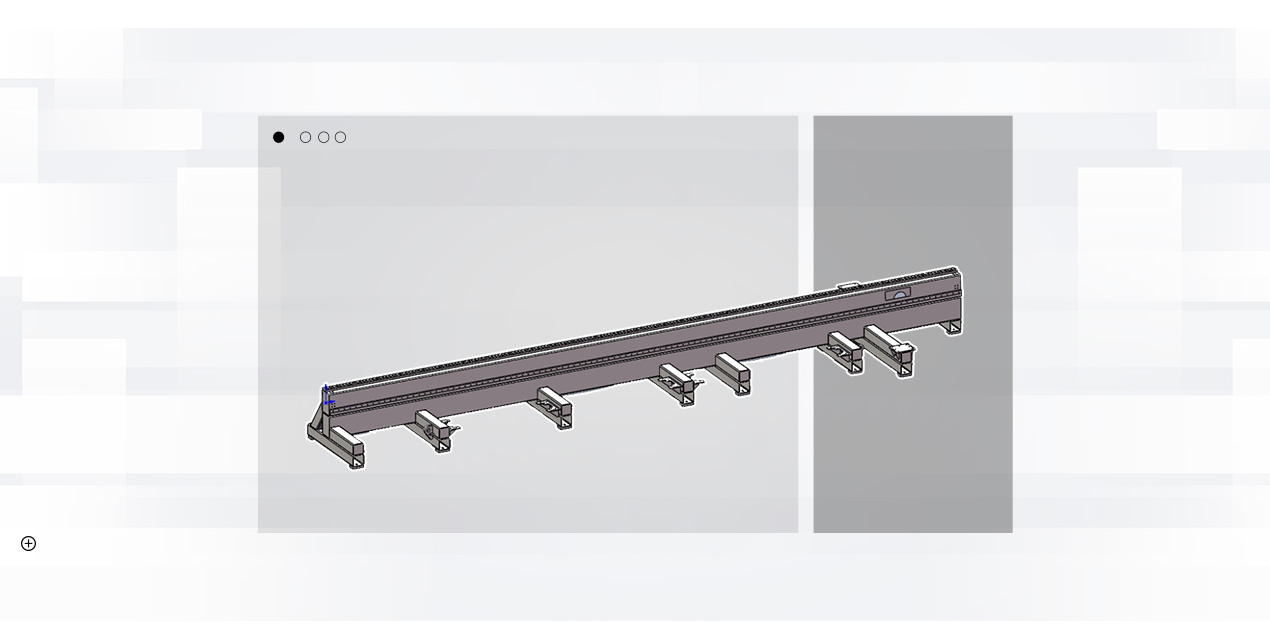
Кровать с боковой подвесной конструкцией, цельносварная.
Станина имеет боковую подвесную конструкцию и цельносварную конструкцию, прошедшую отжиг для устранения внутренних напряжений. После черновой обработки перед чистовой обработкой проводится вибрационное старение, что значительно повышает жесткость и стабильность станка и обеспечивает его точность. Привод от серводвигателя переменного тока управляется системой числового программного управления, и патрон после привода от двигателя совершает возвратно-поступательное движение в направлении оси Y, обеспечивая быстрое перемещение и подачу. Как зубчатая рейка оси Y, так и линейные направляющие изготовлены из высокоточных материалов, что эффективно гарантирует точность передачи; концевые выключатели на обоих концах хода управляются, и одновременно установлено жесткое концевое устройство, что эффективно обеспечивает безопасность перемещения станка; станок оснащен автоматическим устройством смазки, которое регулярно добавляет смазочное масло к движущимся частям станины, обеспечивая их исправную работу и увеличивая срок службы направляющих, шестерен и зубчатых реек.
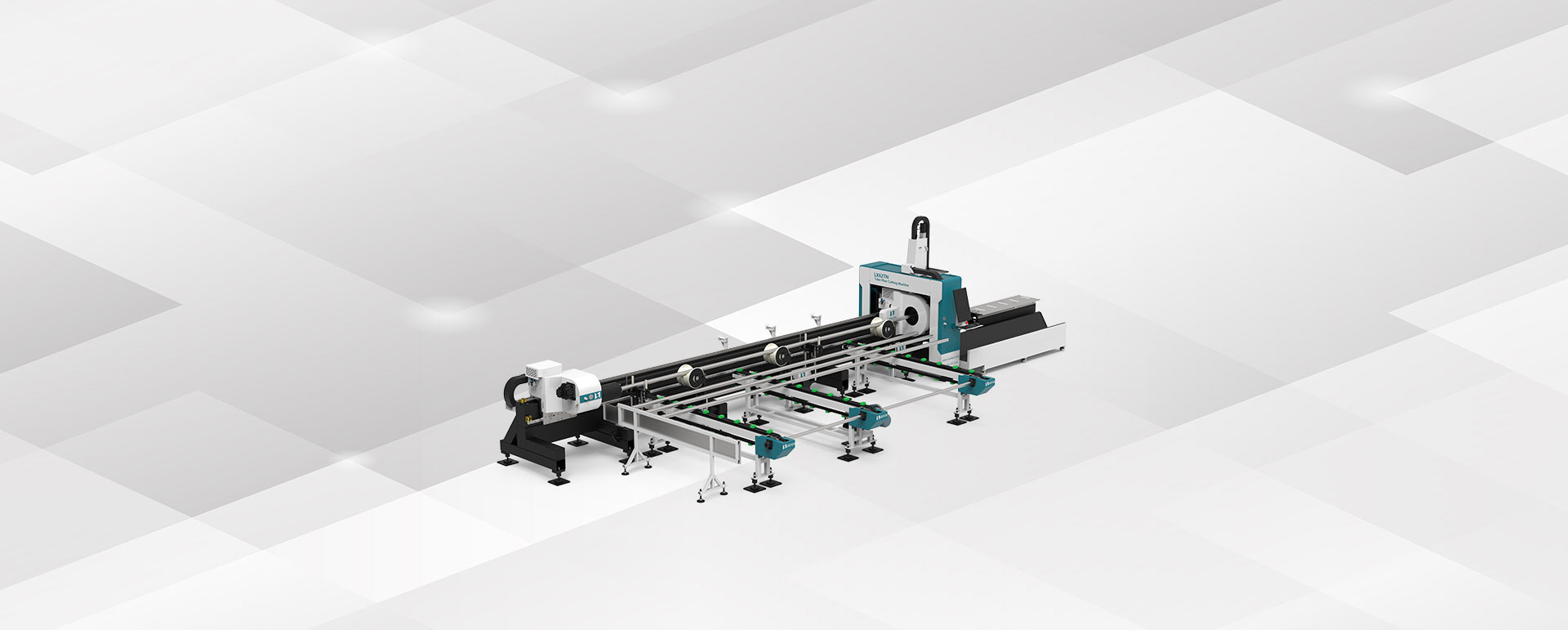
Устройство фронтальной подачи
Устройство фронтальной подачи включает в себя опорную пластину, управляемую пневматическим цилиндром, которая поддерживает трубу, когда она имеет большую длину, и предотвращает ее провисание.
Во время резки заготовки поднятый опорный цилиндр поддерживает опорную пластину, обеспечивая опору трубы и предотвращая ее провисание. После завершения резки заготовки все поднятые опорные цилиндры отводятся назад, и заготовка падает на заготовочную пластину и перемещается в место хранения. Работа цилиндров автоматически контролируется системой.
Передняя часть также подразделяется на слежение и ручную регулировку.


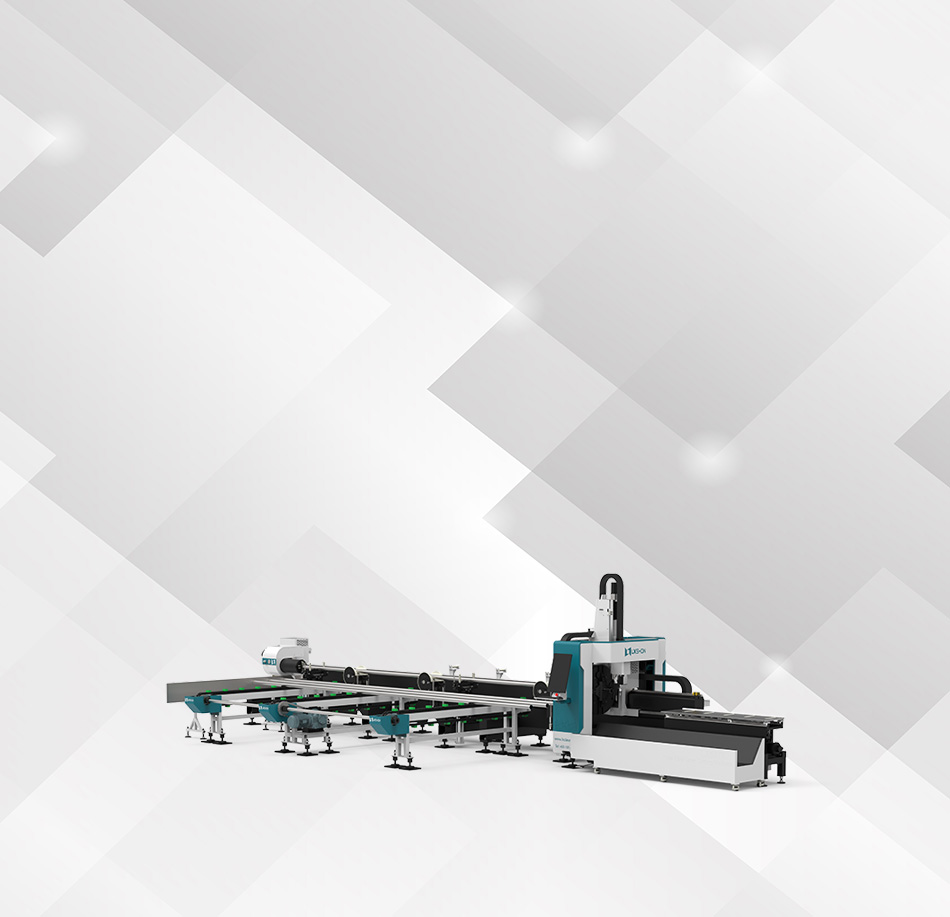
Механизмы поддержки
На кровати установлены 2 комплекта опорных механизмов, и доступны два типа:
1. Опорная стойка управляется независимым сервомотором, перемещающимся вверх и вниз, и предназначена главным образом для обеспечения дополнительной поддержки при чрезмерной деформации длинных обрезанных труб (труб малого диаметра). Когда задний патрон перемещается в соответствующее положение, вспомогательная опора может быть опущена для предотвращения деформации.
2. Опора для колес с изменяемым диаметром поднимается и опускается с помощью цилиндра, и ее можно вручную регулировать в различных масштабных положениях для поддержки труб разного диаметра.
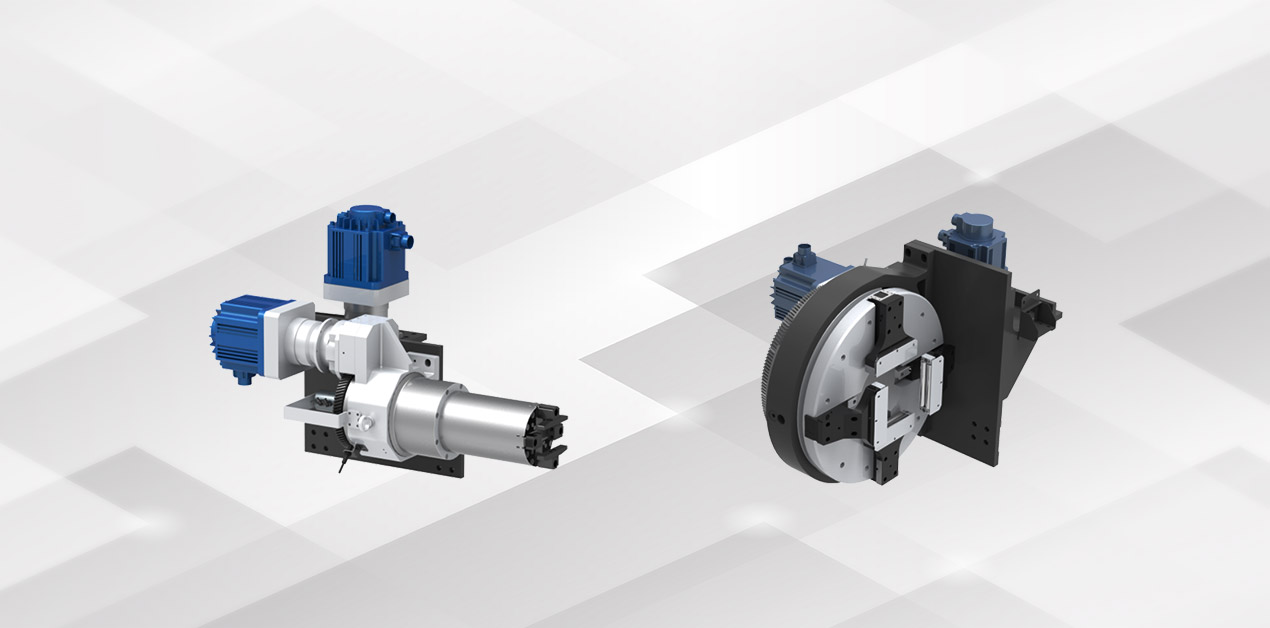
Чак-Парт
Патрон разделён на два передних и два задних пневматических полноходовых патрона, каждый из которых может перемещаться в направлении оси Y. Задний патрон отвечает за зажим и подачу трубы, а передний патрон установлен в конце станины для зажима материала. Передний и задний патроны приводятся в движение сервомоторами для обеспечения синхронного вращения.
Благодаря шарнирному зажиму двойными патронами, можно осуществлять обрезку короткого хвоста, при этом длина короткого хвоста может достигать 20-40 мм, что позволяет обрезать и более длинный хвост.
В труборезных станках серии TN используется метод перемещения и предотвращения зацепления патрона, что позволяет осуществлять резку с помощью двух патронов одновременно, исключая чрезмерную длину и нестабильность трубы, а также недостаточную точность.
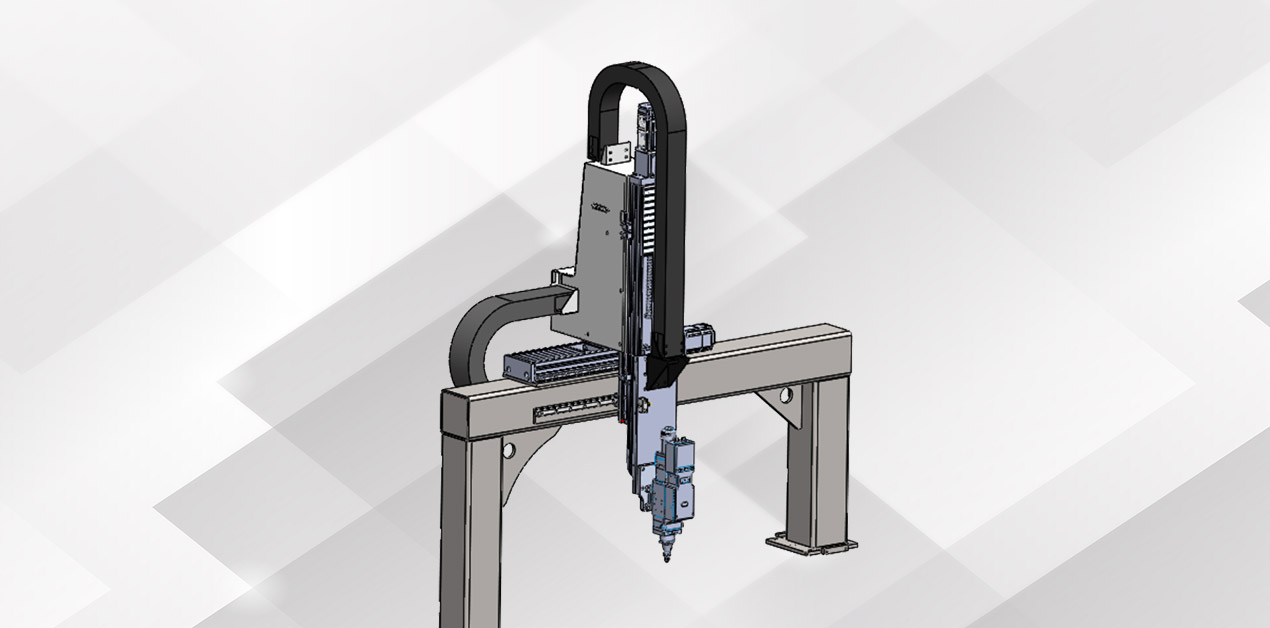
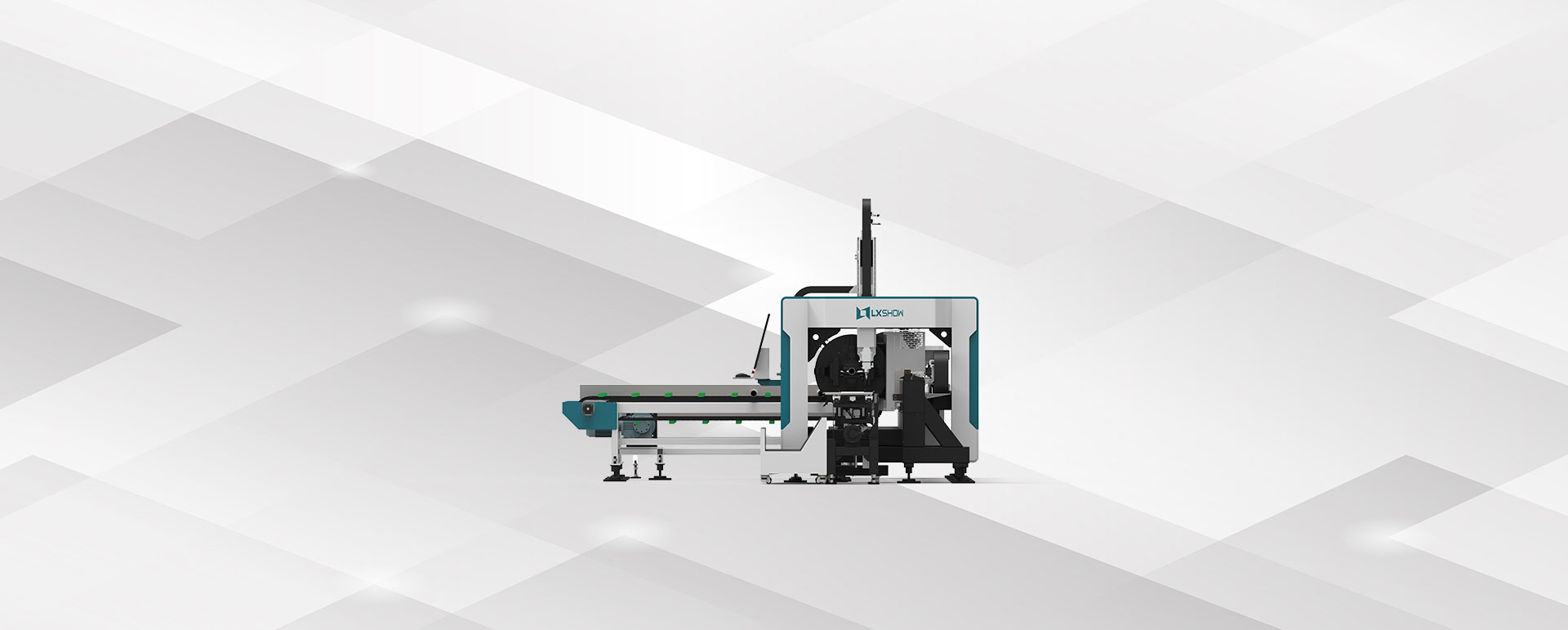
Осевое устройство
Поперечная балка устройства по оси X выполнена в виде портальной конструкции, сваренной из квадратной трубы и стальной пластины. Портальная часть закреплена на станине, а ось X приводится в движение серводвигателем, который вращает зубчатую рейку и шестерню, обеспечивая возвратно-поступательное движение направляющей пластины в направлении оси X. В процессе перемещения концевой выключатель контролирует ход, ограничивая положение и обеспечивая безопасность работы системы.
В то же время, ось X/Z имеет собственный защитный кожух для защиты внутренней конструкции и обеспечения лучшей защиты и пылеудаления.
Устройство, управляющее осью Z, в основном обеспечивает перемещение лазерной головки вверх и вниз.
Ось Z может использоваться как ось ЧПУ для выполнения собственных интерполяционных перемещений, а также может быть связана с осями X и Y и может переключаться в режим следящего управления в соответствии с потребностями различных ситуаций.
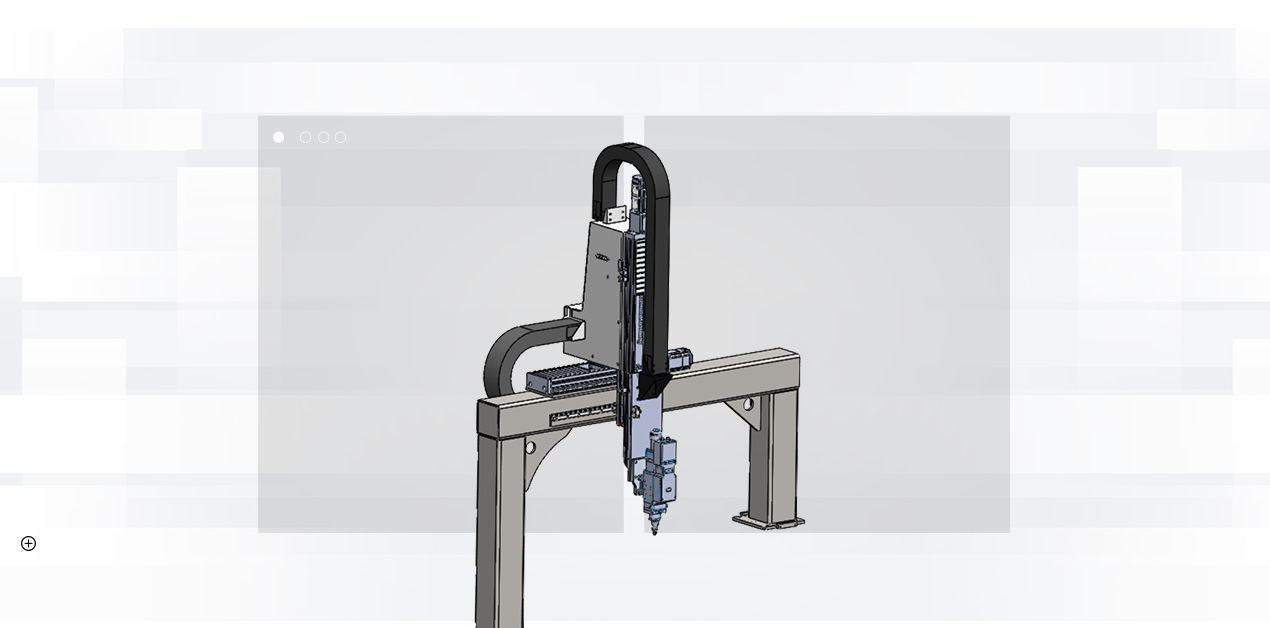
Осевое устройство
Поперечная балка устройства по оси X выполнена в виде портальной конструкции, сваренной из квадратной трубы и стальной пластины. Портальная часть закреплена на станине, а ось X приводится в движение серводвигателем, который вращает зубчатую рейку и шестерню, обеспечивая возвратно-поступательное движение направляющей пластины в направлении оси X. В процессе перемещения концевой выключатель контролирует ход, ограничивая положение и обеспечивая безопасность работы системы.
В то же время, ось X/Z имеет собственный защитный кожух для защиты внутренней конструкции и обеспечения лучшей защиты и пылеудаления.
Устройство, управляющее осью Z, в основном обеспечивает перемещение лазерной головки вверх и вниз.
Ось Z может использоваться как ось ЧПУ для выполнения собственных интерполяционных перемещений, а также может быть связана с осями X и Y и может переключаться в режим следящего управления в соответствии с потребностями различных ситуаций.
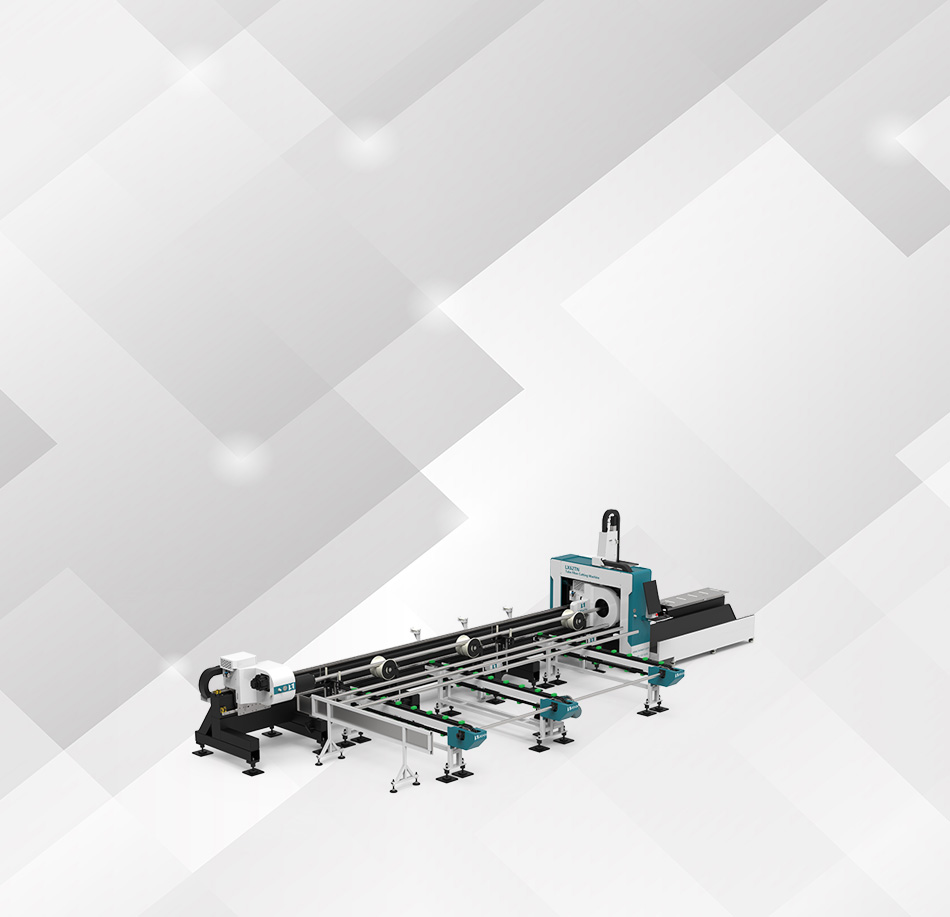
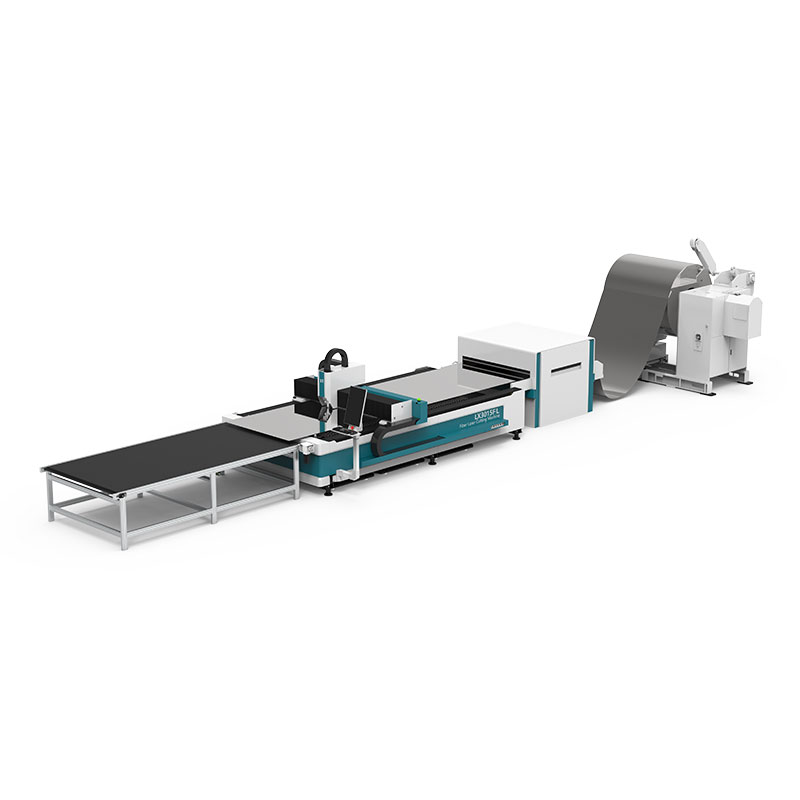
Станок для лазерной резки металлических труб LX62TN с волоконным лазером, предназначенный для резки железа, нержавеющей стали и углеродистой стали.
Материалы для применения:
Станок для лазерной резки металла с волоконным лазером подходит для резки таких материалов, как трубы из нержавеющей стали, низкоуглеродистой стали, углеродистой стали, легированной стали, пружинной стали, чугуна, оцинкованной стали, алюминия, меди, латуни, бронзы, титана и т. д.
Отрасли применения:
Станки для лазерной резки волоконным лазером широко используются в производстве рекламных щитов, вывесок, знаков, металлических букв, светодиодных букв, кухонной утвари, рекламных букв, трубчатых изделий, металлических компонентов и деталей, металлоизделий, шасси, стеллажей и шкафов, металлических изделий ручной работы, металлических художественных изделий, резки панелей лифтов, фурнитуры, автозапчастей, оправ для очков, электронных компонентов, табличек и т. д.

-

LX9060QF — низкая цена, изысканный компактный волоконно-оптический лазер...
-

LX612TNA Новая полуавтоматическая высокоскоростная загрузка...
-

Станок для лазерной резки металла LX3015D с ЧПУ (волоконный лазер)...
-

LX3015FCT — новый одноплатформенный волоконный лазерный резак...
-
3015FL CNC Полностью автоматизированная сборочная линия для катушек...
-

LX3015F — лучший станок для резки листового металла с ЧПУ и волоконным лазером...











